|
|
|
|
|
|
|
|
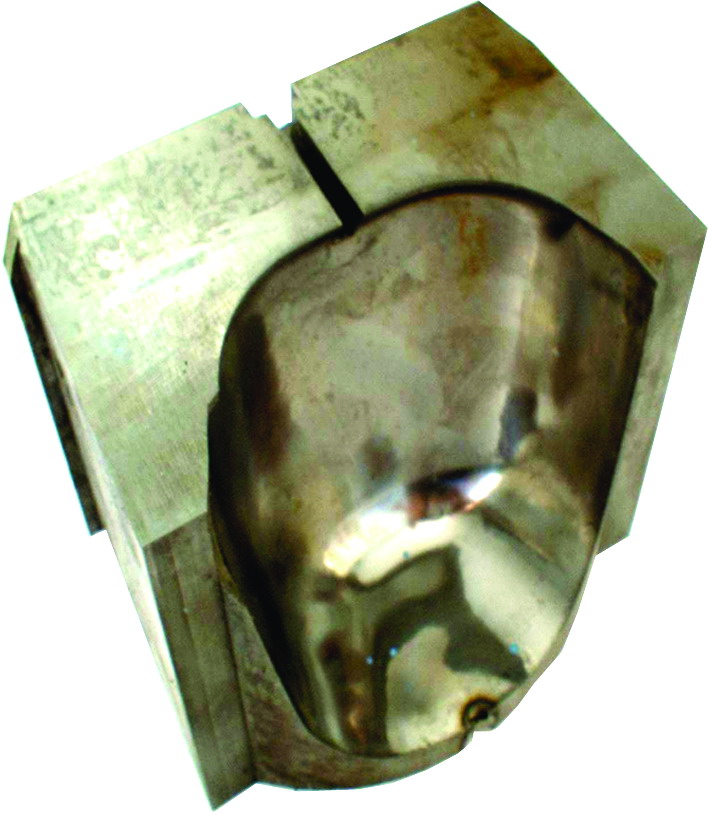
| Технологический процесс осаждения термостойких защитных покрытий на матрицы прессовой оснастки. Матрицы пресс-форм с защитными покрытиями |
|
| Раздел |
ЗАЩИТНЫЕ ПОКРЫТИЯ |
| Отрасль промышленности |
Комбинированные и другие покрытия |
| Программа |
Защита поверхностей |
| Область применения | Предприятия, использующие в производстве технологии изготовления формообразующих деталей прессовой оснастки для получения изделий из пластмасс и полимеров. |
| Описание | Разработан технологический процесс осаждения на матрицы прессовой оснастки термостойких защитных покрытий на основе Si-C методом магнетронного распыления. • Давление — 0,3—0,5 Па; • способ распыления — МРС; • скорость осаждения — 500 А/мин; • энергоемкость — 3 кВт/час; • материалоемкость — 3 г/м2; • производительность — 0,8 м2/цикл. Матрица: • толщина покрытия — 0,2—0,5 мкм; • адгезия >30 МПа; • твердость —60—80 ГПа; • плотность —3,0—3,2 Г/см3; • термостойкость — 300—400 °С; • электросопротивление — 0,1—1,0 Гом. |
| Научно-технический уровень | Технология по параметрам управляемости процессом синтеза покрытий превосходит технологии лучших зарубежных фирм. Физико-механические и эксплуатационные свойства покрытий, сформированных методом магнетронного распыления, превосходят аналогичные показатели лучших отечественных и зарубежных аналогов: по твердости — 1,1—1,2 раза; по плотности — 1,1—1,3 раза и термостойкости — 1,4—1,5 раза. |
| Степень готовности | Организован участок по обработке матриц прессовой оснастки. |
| Ожидаемый результат | Использование матриц прессовой оснастки с термостойкими защитными покрытиями на основе Si-C позволит улучшить качество изделий светоотражающей техники за счет снижения трения в зоне прессования в процессе формирования гравюры изделия, исключить применение технологических смазок, позволяет осуществить экономию инструментальных сталей в 2,5 раза, повышение качества выпускаемой продукции. |
| Форма реализации | Срок окупаемости проекта: 2,5 года. Разработчик готов предать технологическую документацию на договорной основе и оказать помощь в освоении технологии. |
| Организация разработчик | |
| ГНУ «Физико-технический институт НАН Беларуси» (ФТИ НАНБ) | |
| Адрес: | 220141, г. Минск, Купревича, 10 |
| Тел.: | (+375 17) 263-59-09 |
| Факс: | (+375 17) 263-76-93 |
| E-mail: | phti@ns.igs.ac.by |
| WWW: | http://phti.at.tut.by/ |
| Директор: | Гордиенко Анатолий Илларионович |
|
|
|
|
|
|
| Разработка сайта: Adashkevich@tut.by |
© Государственный комитет по науке и технологиям Республики Беларусь, 2006 г. |