|
|
|
|
|
|
|
|
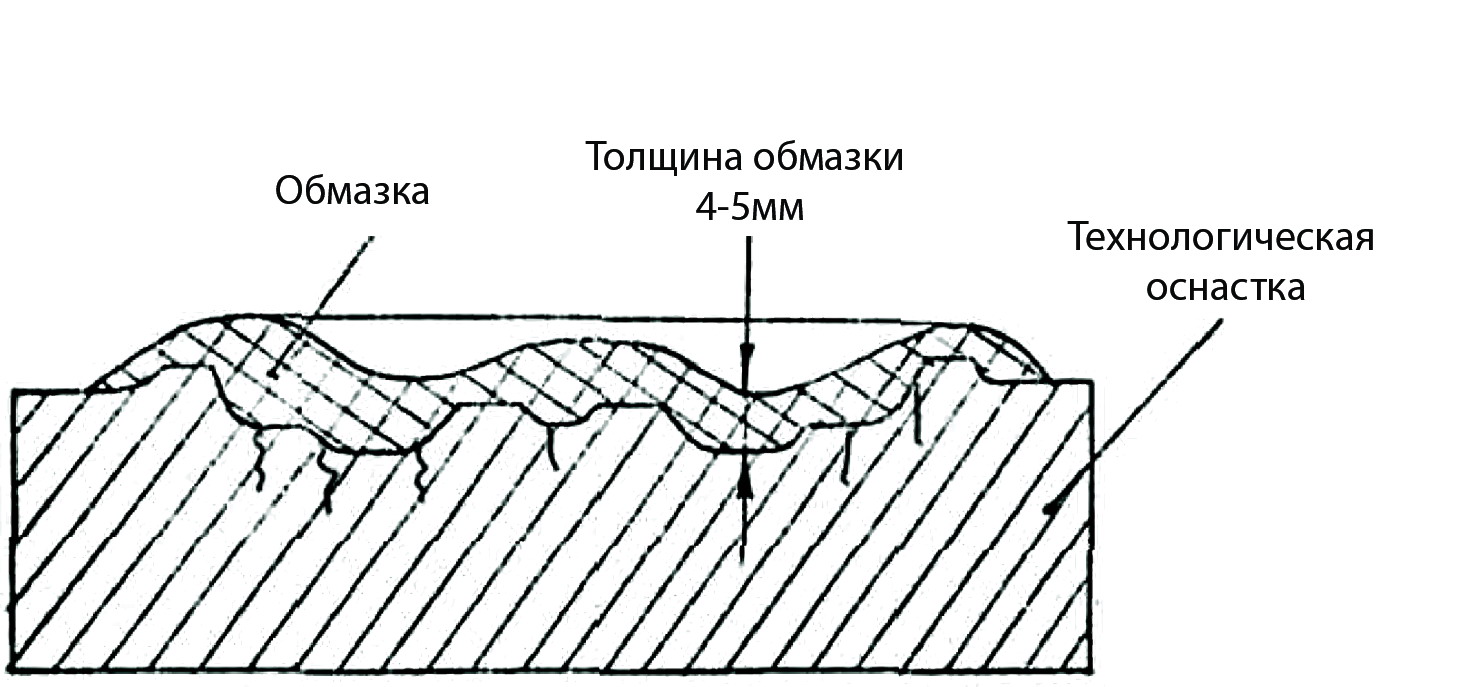
| Технология восстановления рельефа рабочих поверхностей с помощью обмазок |
|
| Раздел |
ЗАЩИТНЫЕ ПОКРЫТИЯ |
| Отрасль промышленности |
Комбинированные и другие покрытия |
| Программа |
Ресурсосбережение-2005 |
| Область применения | Рециклинг металлоизделий. |
| Описание | Процесс восстановления рабочей поверхности оснастки осуществляется за счет ускорения диффузии насыщающего элемента (бор, алюминий, азот, углерод) в местах локального повышения плотности дислокаций и других дефектов кристаллической решетки металлов, т.е. происходит «залечивание» трещин (шириной до 10 мкм, глубиной до 1,5 мм ) и выровов на поверхности изделий. Разработаны два процесса восстановления: • Карбонитрирование. Восстановление производится при температурах 500 — 600 °С в течение 4 — 6 часов, толщина слоя — до 0,3 мм. Пресс-формы литья под давлением из сталей 4Х5МФС, 3Х2В8Ф, 5Х3В3МФС. • Борирование. Восстановление производится при температурах 850 — 1050 °С в течение 2 — 4 часов, толщина слоя — до 0,1 мм. Холодноштамповый инструмент для гибки, вытяжки, выдавливания, горячештамповый инструмент для ковки и штамповки. |
| Научно-технический уровень | Поданы 2 заявки на изобретение. |
| Степень готовности | Технология внедрена. |
| Ожидаемый результат | Технология обеспечивает повышение стойкости технологической оснастки в 1,5 — 4 раза благодаря восстановлению ее рабочей поверхности посредством нанесения борирующих и карбонитрирующих обмазок. Процесс можно проводить на любом термическом участке. |
| Форма реализации | Заключение хозяйственных договоров на внедрение разработки и поставку смеси. |
| Организация разработчик | |
| Белорусский национальный технический университет (БНТУ) | |
| Адрес: | 220013, г. Минск пр-т Независимости, 65 |
| Тел.: | (+375 17) 232-77-52, 284-10-48 |
| Факс: | (+375 17) 232-91-37 |
| E-mail: | bspa@abspa.unibel.by |
| WWW: | http://www.bntu.by/ |
| Директор: | Хрусталев Борис Михайлович |
|
|
|
|
|
|
| Разработка сайта: Adashkevich@tut.by |
© Государственный комитет по науке и технологиям Республики Беларусь, 2006 г. |