|
|
|
|
|
|
|
|
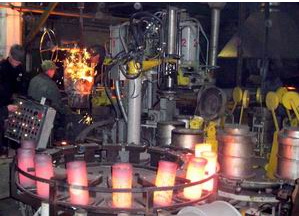
| Технологический процесс и оборудование для литья намораживанием заготовок гильз цилиндров форсированных дизельных двигателей |
| Раздел |
МАШИНОСТРОЕНИЕ И МЕТАЛЛООБРАБОТКА |
| Отрасль промышленности |
Литейное производство Двигателестроение |
| Программа |
ОНТП |
| Область применения | Изготовление мелких серий и эксклюзивных партий гильз цилиндров для форсированных дизельных двигателей типа Д-260 тракторов, комбайнов и автомобилей. |
| Описание | Технологический процесс создан на базе метода непрерывно-циклического литья намораживанием (НЦЛН). В его основу положен принцип направленного затвердевания, при котором отливка формируется в условиях интенсивного теплоотвода в водоохлаждаемый кристаллизатор, а ее внутренняя поверхность образуется при непосредственном взаимодействии с расплавом Процесс литья включает заполнение стального водоохлаждаемого кристаллизатора расплавленным металлом снизу, выдержку для формирования отливки и ее извлечение из кристаллизатора вверх с одновременным доливанием новой порции расплава. Подача металла в кристаллизатор производится с использованием разового металлопровода, футерованного огнеупорным материалом. Процесс выполняется в непрерывно-циклическом режиме, темп которого задается скоростью затвердевания в кристаллизаторе отливки требуемой толщины. Совмещение в единый процесс литья и термообработки обеспечивает формирование отливок с заданными структурой и свойствами без дополнительных затрат энергии. • размер заготовок, мм: — наружный диаметр — 140; — толщина стенки — 18; — высота — 270 • структура: — матрица: в наружном (4— 5 мм) слое — перлитоферритная (П60-П85; НВ 217-237), в зоне рабочей поверхности гильзы — перлитная (П96-П; Пд0,5-Пд1,0; НВ 229-255); — графит: в наружной (до 2— 4 мм) зоне литых заготовок в виде точечных или мелкопластинчатых включений (ПГр8, ПГд15, ПГ8 ), во внутренних слоях — равномерно распределенный тонкопластинчатый прямолинейной и завихренной формы ПГр1; (ПГр8), ПГд45-ПГд90, ПГ8-ПГ10. • литейное оборудование: — масса полуавтоматической литейной установки — 4,5 т — производственная площадь литейного участка — 60 м2 — производительность — 100— 150 отливок/ч — выход годного — 90— 95 '% |
| Научно-технический уровень | Прочностные характеристики гильз превышают аналогичные показатели серийных изделий. В частности, среднее давление разрушения гильз составило 48,8 МПа, что на 32% превышает аналогичные характеристики гильз цилиндров производства завода «Мотордеталь», г. Кострома и на 14% фирмы «Ичин», Чехия. |
| Степень готовности | Разработанный технологический процесс и оборудование внедрены. |
| Ожидаемый результат | Получение полых цилиндрических отливок без применения стержня в стационарной (невращающейся) водоохлаждаемой металлической форме. Устраняется образование усадочной и газовой пористости, горячих трещин; обеспечивается получение заготовок с высокодисперсной структурой, повышенными прочностью, плотностью и твердостью; создаются благоприятные условия для управления процессом структурообразования и достижения заданных свойств в отливках. Распределение структурных составляющих в литых заготовках гильз не воспроизводится ни одним из известных методов получения отливок подобного типа. Технологический процесс позволяет получать полые цилиндрические заготовки мерной длины без применения стержня. |
| Форма реализации | Для доработки технологии и оборудования до уровня промышленного использования необходимо не менее 180 000 €. Изготовление заготовок гильз цилиндров форсированных дизельных двигателей тракторов, комбайнов и автомобилей по заказам потребителей. |
| Организация разработчик | |
| ГНУ «Институт технологии металлов НАН Беларуси» (ИТМ НАН Беларуси) | |
| Адрес: | 212030, г. Могилев, ул. Бялыницкого-Бирули, 11 |
| Тел.: | (+375 222) 28-06-50, 28-06-44 |
| Факс: | (+375 222) 28-01-49 |
| E-mail: | intehmet@mogilev.unibel.by |
| WWW: | http://www.itm.by |
| Директор: | Марукович Евгений Игнатьевич |
|
|
|
| Разработка сайта: Adashkevich@tut.by |
© Государственный комитет по науке и технологиям Республики Беларусь, 2007 г. |