|
|
|
|
|
|
|
|
| Технология изготовления штампового инструмента повышенной стойкости для холодного выдавливания шестерен |
|
| Раздел |
Инструмент |
| Отрасль промышленности |
Кузнечно-штамповочное производство Инструментальное производство Медицинская техника |
| Программа |
Машиностроение |
| Область применения | Машиностроение. |
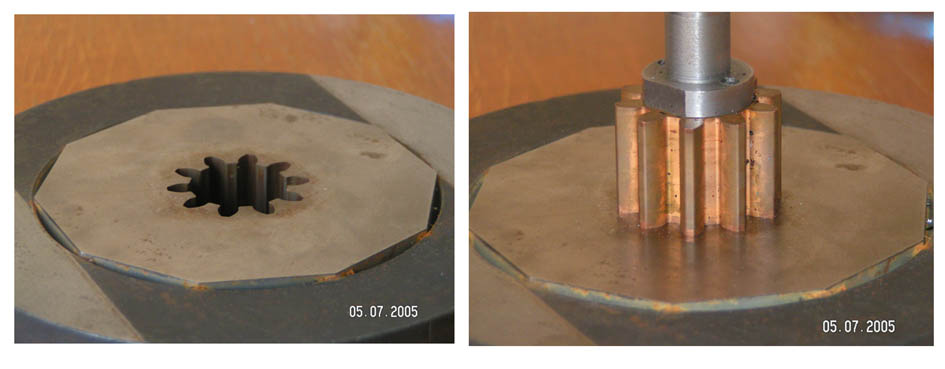
| Описание | Штампы для выдавливания шестерен однотипны. Их формующая часть изготавливается путем профильного шлифования отдельных элементов их твердого сплава. Разработан типовой технологический процесс изготовления твердосплавной матрицы, включающий в себя: — вырезание рабочего профиля полости матрицы проволочным электродом-инструментом; — электроэрозионное прошивание заходней части матрицы; —электроэрозионное прошивание высвобождения матрицы. Высота каждой пластины составляет 10 мм, материал — медь, количество пластин — 5. Разработка позволяет изготавливать все типоразмеры штампового инструмента по единому типовому технологическому процессу. Стойкость штампового инструмента возрастает в 1,5 раза. Новизна заключается в применении электроэрозионного копирования с орбитальным движением электрода-инструмента с определенным сочетанием величины амплитуды круговых осцилляций электрода и режима процесса электроэрозионного формообразования поверхности. Разработка находится на уровне современных и перспективных достижений зарубежного производства. В операционной карте указаны коды режима обработки, соответствующие следующим параметрам: • частота импульсов — 88 кГц, средний ток — 4—5 А, амплитуда круговых осцилляции — 0,06 мм; • частота импульсов — 200 кГц, средний ток — 2—3 А, амплитуда осцилляции — 0,1 мм на втором проходе и 0,12 мм на третьем; • частота круговых осцилляции — 60 ед./мин. |
| Научно-технический уровень | Соответствует мировому уровню. |
| Степень готовности | Разработка готова к освоению в производстве |
| Ожидаемый результат | Устранение трудоемких доводочных операций, снижение затрат на изготовление на 20—25%. Технология позволяет изготавливать формующий инструмент для деталей других типов. |
| Форма реализации | Разработчик готов передать технологию на договорной основе, оказать научно-техническую помощь в освоении. |
| Организация разработчик | |
| ГНУ «Физико-технический институт НАН Беларуси» (ФТИ НАНБ) | |
| Адрес: | 220141, г. Минск, Купревича, 10 |
| Тел.: | (+375 17) 263-59-09 |
| Факс: | (+375 17) 263-76-93 |
| E-mail: | phti@ns.igs.ac.by |
| WWW: | http://phti.at.tut.by/ |
| Директор: | Гордиенко Анатолий Илларионович |
|
|
|
|
|
|
| Организация разработчик | |

|
|
| ОАО «Борисовский завод автотракторного электрооборудования» (ОАО «БАТЭ») | |
| Адрес: | 222120, Минская область, г. Борисов, ул. Даумана 95 |
| Тел.: | (+375 177) 73-10-15 |
| Факс: | (+375 177) 73-14-21 |
| E-mail: | marketing@starter.by |
| WWW: | http://www.starter.by/ |
| Директор: | Капский Анатолий Анатольевич |
|
|
|
|
|
|
| Разработка сайта: Adashkevich@tut.by |
© Государственный комитет по науке и технологиям Республики Беларусь, 2005 г. |